

The Character and Technical Requirement Of HSS Roll
TIME:
2020-07-10
The HSS roll called by people at present is high carbon and HSS duplex roll. Namely the material of working layer is high carbon and high-speed steel. The materials of core are spheroidal graphite cast iron, graphitic steel or forged steel etc.
The HSS roll called by people at present is high carbon and HSS duplex roll. Namely the material of working layer is high carbon and high-speed steel. The materials of core are spheroidal graphite cast iron, graphitic steel or forged steel etc. Two diferent kinds of materials compounded by centrifugal casting or CPC. It is different from traditional M2 and M4 standard tungsten molybdenum HSS in hypostasis. The service life of HSS roll is 3-5 times as long as alloy cast iron in nomal rolling condition.
I、The character of HSS roll
1) HSS roll is not only rich of carbon but also higher alloy elements like vanadium, chrome, tungsten, molybdenum, niobium etc.So the primary carbide types of rll's framework are MC and M2C. The carbide shows nicer hardness and wear resistance.
2) HSS roll has better heat endurance. The shell show better hardness and wear resistance at rlling temperature.
3) HSS roll has nicer hardenability. The hardness of roll hardly falls down, from surface to interio of working layer. Accordingly,roll has uniform wear resistance from exterior to interior.
4) On the surface of roll, there is a piece of oxide fim that is not only thin but also compact, when roll used in a nicer cooling condition. This kind of symmetical oxide film can hold a long time and not fall off, so as to the wear resistant of HSS roll enhanced notable.
5) The friction between rlling materials and surface of roll reduced by the fom of oxide flm. It can result in slip when rolling.Then it is hard to adjust the rolling mill.
6) The swell-coefficient of HSS material is so big, and the capability of heat conduction is good. These characteristics will lead tothe changing of roll shape. Then the precision of rlling materials is influenced. Therefore, both the design of cooling system and roll shape should be changed when HSS roll used on plate and strip mill.
7) The core of HSS roll is made of alloy spheroidal graphite cast iron, graphitic steel or forged steel, thereby the roll collar has a remarkable intensity.
8) HSS material has nicer wear resistance, but the ability of accident-resistant is not so good. So, whether HSS roll works well not only due to the quality of HSS roll, more important is rolling condition and maintenance.
II. Machining of HSS Rolls
With the elevation of roll's hardness, there is an increase in pass processing difficulty of HSS rolls for wire and rod mills,especially in the repetitive machining of rolls for rebar mills due to interrupted cutting. Thus, it is the precondition that influences the use of HSS rolls for wire and rod mills to adopt proper tool and tuming dosage.
With respect to the selection of machining tool, some imported carbide tools in the series of K01 can be opted, such as the ASH6Fs of SANDVIK, Sweden and its YD500 for China's market. In addition, some carbide tools made in China like YD05 and YG6A can also be chosen as well as CBN. However, carbide tools must be used in the repetitive machining of rolls for rebar mills.
If it's cylindrical turning, the velocity should be 10 m/min, with the feeding depth and rate of 1~3 mm and 0.2~0.5 mm/r respectively; and if pass processing or repeated threaded-holes turning, the velocity should be 5 m/min, with feeding depth of 0.1~0.2 mm.
For rebar rolls, stirrup must be milled in the groove. And the milling machine should be equipped with a carbide flying cutter like K01, YD05 or YTI.
In conclusion, there is a great difficulty both in the pass processing and thread groove milling of HSS rolls, and the working hours are four times than those of alloy cast iron rolls.
III.Cooling Conditions and Requirements of HSS Rolls for Wire and Rod Mills
There are three purposes of roll cooling in the process of rolling.
Prevent rolls from spalling due to overheating;
Avoid overheating of surface, which could cause the changes in surface structure, wear-resistance and surface quality;
Prolong the initiation time of heat fatigue crack and prevent such crack from extending.
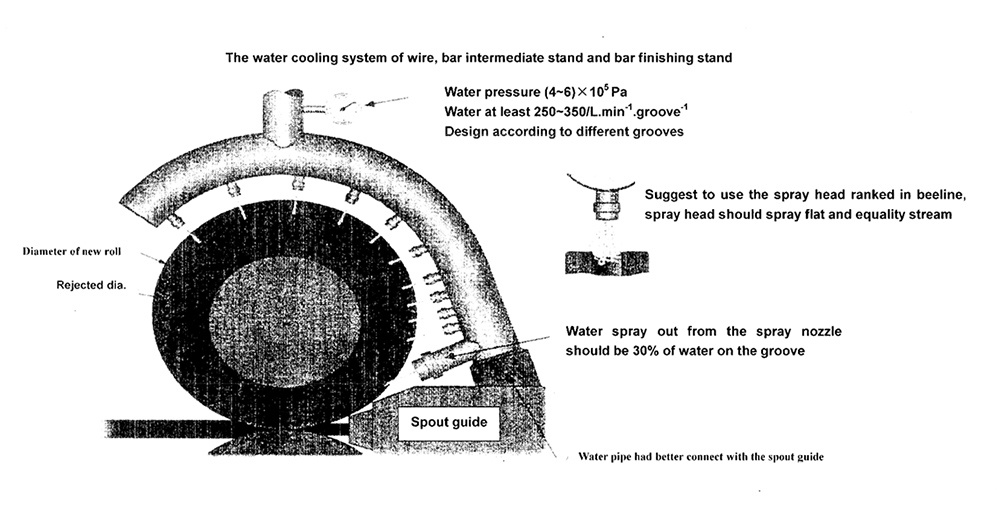
Rolls are heated through the connection with work piece, and vice versa. It is usually thought that the temperature at the joint of roll and work piece is just the average temperature of them, so the instantaneous temperature could reach 500"C. And with the introduction of endless rolling technology, it has become extremely significant to cool the surface of rolls as quick as possible due to more stringent endurance requirements. The optimum cooling system should be an array of annularjets, which can provide continuous and suficient water. Of the nozzles, at the Spout guide, is the main nozzle that can spray 30% of the total amount of water used by the whole rlling groove and its spraying angle is 20°~30°. It can spray water promptly to the section away from work piece, and this is of big importance. Moreover, the water pressure should be above 0.5 Mpa and the water amount of every rolling groove for one single roll is to be not less than 300 L/min to maintain that 70%~ -80% of the flux be at the side of exit. All of the cooling water must be sprayed into the groove, and due to the poor cooling condition of nether rolls, the water amount should be more thanthat of the upper ones. In addition, the cooling water should be deposited to reduce the content of solid particle as much as possible.
Although there are great differences in water-cooling device, cooling mode and capacity, water pressure and spraying angle among different mills, it is vital to reduce the surface temperature and maintain the cooling effects of rolls in order to improve rol's campaign and surface quality. An increase in the amount of cooling water has a remarkable effect on the decrease of roll temperature as well as surface heat cracks. The main reason that would cause a change in rolling groove of HSS rolls is the appearance of pocks on the surface. It is the result of spalling when tiny heat cracks spread. Heat cracks appearing in the groove during the rolling process indicate a poor performance of cooling, and the cooling system must be improved or redesigned. The Heat crack is not scared itself, but that will be very fatal if a roll that has such cracks or that is bad required is still in use, resulting in debris, breaks, and even disuse in advance.
All in all, the key to the performance of HSS roll lies in its working conditions and maintainance.
IV. Dealing with the rolling accident of the HSS roll
As statistics, at present the abrasion caused by the abnormally uses of the metallurgical rolls is about 30% of the all abrasion of the rolls, so it's especially important to strengthen the enterprise' spot management, manage the rolling technics strictly, make sure the rlling mill operating normally, reduce the rlling accident for reducing abrasion of the rlls. When wire, bar mills using the HSS rolls, if jam or cumulus appears on the groove, the water should be stopped and higher roll should be uplited promptly, making the rolling material away from the surface of the roll and in the same time removing the rolling material accumulating on the lower roll right away, making the heated groove cool in the air slowly. When the accident was disposal and reproduced, the groove must be changed, and there would space out 2 to 3 grooves, making the cold water rushing or streaming to the heated grooves was not pemmitted absolutely, if thats unable to avoid and the grooves couldn't be changed, the roll must be changed, installed and usedagain after cooling naturally, otherwise, if pouring cooling water on the over-heated grooves directly, the crack must turned out on thegrooves
V. The application effect of the HSS rolls
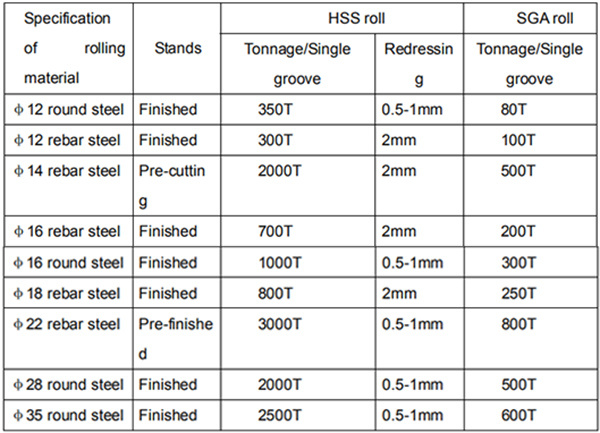
In recent years, application in different stands of HSS and the rolling instance of different rolling material shows that the application results have a bit different because of the difference in the application condition and cooling effect as well as the requirement of the product quality. This instance had been certified in the application process by Tangshan Iron & Steel Group, E Steel Company of Wuhan Iron and Steel Group, Shandong Shiheng Special Steel Group Co., Ltd., Capital Steel Group, Nanjing Steel Company, Xingtai lron & Steel Corp., Ltd. Jiangsu Huai Steel Co., Ltd..
TAG:
Previous:
:Next
Previous:
Next:
MESSAGES
We will contact you within one working day. Please pay attention to your email.
Yelong International
E-mail:
yelong @ yelongintl.com
Xingtai Office:
B1207-1208 Fengji Bldg, Zhonghua Road, Xingtai,Hebei, China 054000
Beijing Office:
B402-1078 Government Office Bldg, Shicheng Town, Miyun District, Beijing, China
Qingdao Office:
B3318 Wanda Plaza, No.33 Lianyungang Road, Qingdao, Shandong, China 266034




